




フランスLynxter社の最先端3Dプリンティング技術で革新するカーボンファイバー部品製造
Lynxter社の革新技術によるカーボンファイバー部品の製造
フランスの3Dプリンターメーカー、Lynxter社が開発した最先端の3Dプリンティング技術が、カーボンファイバー製品の製造に革命をもたらしています。その技術を日本国内で活用するのが、株式会社システムクリエイトです。本記事では、同社が展開するシリコーン3Dプリンティングによる中空複合部品の製造プロセスを詳しくご紹介します。
中空部品製造の課題
従来のカーボンファイバーを用いた中空部品の製造は、真空バッグを用いる圧縮成形が一般的でした。しかし、この方法にはいくつかの大きな課題がありました。まず、作業には長い時間がかかり、熟練技術者の手による必要があり、製造効率が低下します。また、真空バッグは一度しか使用できないため、コストが高くつき、そのうえ廃棄物が多く、環境への負担も大きい問題を抱えています。
Lynxter社の革新的アプローチ
これに対抗する形で、Lynxter社は新たに開発したシリコーン3Dプリンティング技術を用いることで、上記の課題を克服しました。特に注目すべきは、再利用可能なシリコーン製ブレーダーを使用して、より精密に複合材料を圧縮する新しい製造プロセスです。このアプローチにより、環境への影響を最小限に抑えながら、効率的で持続可能な製造が可能となります。
3Dプリントによるブレーダーの製造
この製造工程の最初のステップは、金型の設計と製造です。システムクリエイトでは、Lynxter社のIDEX方式を採用したフィラメント3Dプリンター「S300X – FIL11 | FIL11」を使い、耐久性のあるポリカーボネートで金型を作成しました。この手法により、左右対称のパーツを一度のプリントで同時に作成することができ、工程全体の時間を短縮することが可能になります。
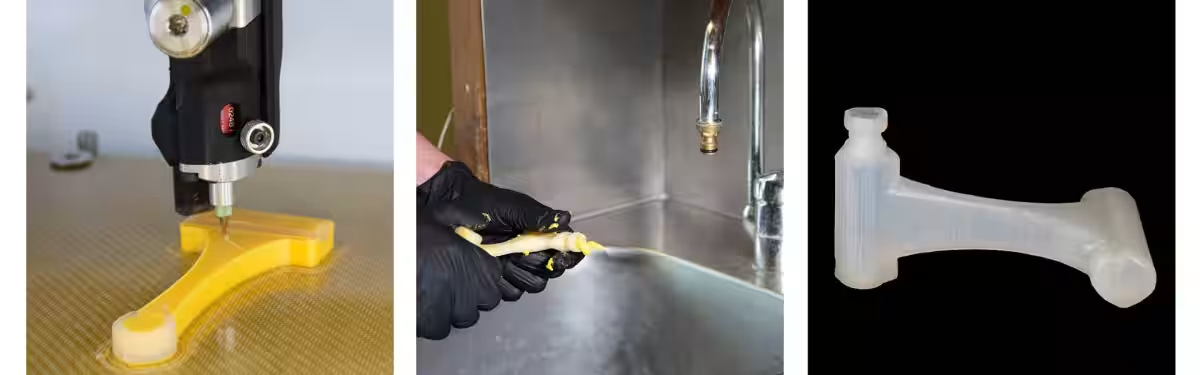
次に進むのは、シリコーン製のブレーダーの3Dプリントです。ここでは、Lynxter社の液体材料に対応した3Dプリンター「S300X – LIQ21 | LIQ11」を使用します。このプリンターは等方性特性を持ち、すべての方向で均一な機械的強度を提供します。ブレーダーには、高い柔軟性を持つショア硬度10のCOP1050シリコーンを用い、温度耐性に優れた特性を活かしつつ、簡単に成形から外すことができる設計となっています。
中空複合部品の成形手順
金型とブレーダーの製造が完了すると、次にカーボンファイバーを使用した実際の製品の成形に入ります。
1. カーボンファイバーの配置:金型の内壁にカーボンファイバーを設置します。
2. ブレーダーの設置:3Dプリントしたシリコーン製のブレーダーを金型に取り付けます。
3. 圧縮工程:金型を閉じて、ブレーダーに加圧し複合材料を圧縮します。
4. 仕上げプロセス:成形後、ブレーダーを取り出し、最終的な仕上げを行います。
この新しい手法により、従来の真空バッグ方式と比べて作業の簡略化がなされ、さらなる環境保護も実現しています。
利点と今後の展望
本プロジェクトを通じて、Lynxter社の3Dプリンターを活用したすべての製造プロセスが効率的かつ高精度に行われています。フィラメント3Dプリンターとシリコーン3Dプリンターを連携させることで、部品の試作から製造、仕上げまでの一貫した流れが生まれました。
特に、短納期かつコスト低減を実現しております。この技術は、今後ますます多くの分野において、製造の効率性と環境配慮を両立させる可能性が広がっていると言えるでしょう。システムクリエイトは、Lynxter社の先進的な技術を通じて、日本の製造業を支援し、新たな可能性を切り開いていきます。








会社情報
- 会社名
- 株式会社システムクリエイト
- 住所
- 大阪府東大阪市荒本新町1-20
- 電話番号
- 06-6618-8555
関連リンク
サードペディア百科事典: 大阪府 東大阪市 Lynxter シリコーン3Dプリンター カーボンファイバー製品
Wiki3: 大阪府 東大阪市 Lynxter シリコーン3Dプリンター カーボンファイバー製品
トピックス(IT)





【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。