



木村化工機が省エネ大賞に輝く!持続可能な未来へ向けた取り組み
省エネ大賞を受賞した新たな省エネルギー技術
木村化工機株式会社は、コベルコ・コンプレッサ株式会社と共に開発した『省エネ型ヒートポンプ式アンモニア回収装置』が、2024年度の省エネルギーセンター会長賞を受賞しました。この製品は、従来の蒸気を利用した蒸留法に比べ、エネルギー使用量やCO2排出量を約8割削減できる画期的な技術です。
製品の背景と受賞理由
今回の受賞は、木村化工機の省エネへの取り組みが評価された結果です。過去には2017年度の省エネ大賞や2023年度の同部門での受賞歴もあり、今回で3度目となります。企業としての技術力が再び証明され、持続可能な社会の実現に寄与することが期待されます。
本製品の技術的特長
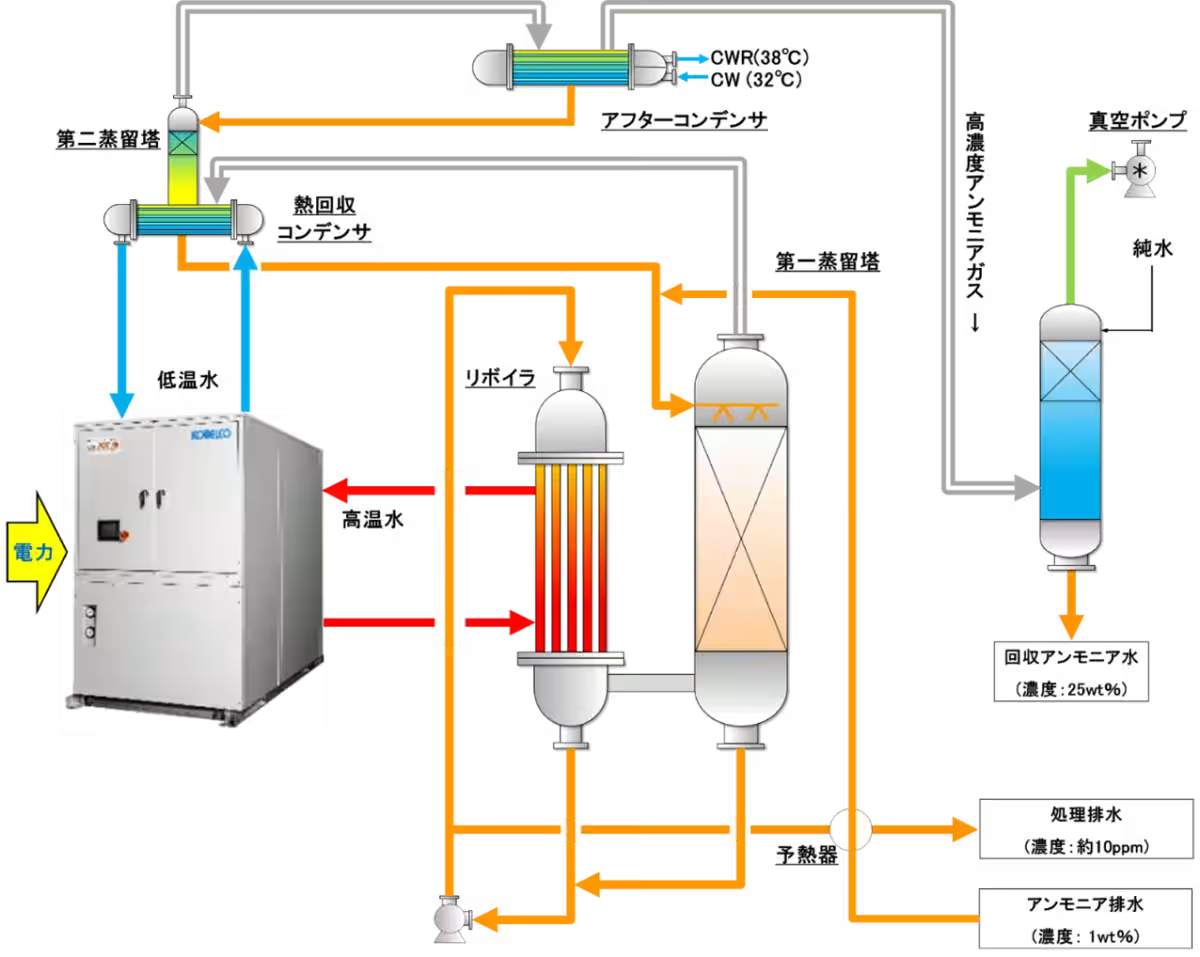
本製品は、アンモニアの回収プロセスを根本から見直し、従来のエネルギー消費を大幅に削減する方法を採用しました。主な特長には次の点が挙げられます:
1. 熱回収コンデンサの設置: 蒸留プロセスの各段階で熱エネルギーを回収し、再利用することでエネルギーを最大限に有効活用します。
2. 第二蒸留塔の導入: アンモニアをさらに蒸留するためのプロセスを組み込み、余剰熱のみで運営できる高効率のシステムを実現しました。
3. 高加熱COPヒートポンプの開発: コベルコ・コンプレッサ株式会社との共同開発により、50~70℃の熱源から最大95℃の温水を取り出せるヒートポンプを導入し、省エネを加速しました。
環境保全への貢献
本製品は、2050年のカーボンニュートラル達成に向けた重要な一歩です。アンモニアの排尿からCO2を大幅に削減し、業界全体の環境負荷を低減するポテンシャルを秘めています。特に、GWP(地球温暖化係数)が1以下の冷媒を使用することで、より低い環境負荷を実現しています。これらの取り組みは、企業にとっても重要な経済的リターンを生む要因となるでしょう。
市場と経済性
国内でのアンモニア需給は安定しており、年間約100万トンが生産されています。この背景から、特に工業用アンモニアの排水から回収されたアンモニアの再利用による経済性の向上が期待されます。また、発酵食品や廃棄物由来のアンモニア需要も見込まれ、製品の市場性は更に広がります。
会社のビジョン
木村化工機株式会社は、1924年の設立以来、持続可能な社会の実現に向けたエンジニアリング事業を展開しています。今回の受賞は、企業の技術力と持続可能性へのコミットメントの証明であり、今後の展望に期待が寄せられます。省エネ技術の進化は、製造業全体の持続可能性を向上させるだけでなく、社会全体の健康的な発展にも寄与することでしょう。
飛躍的な進歩を遂げた木村化工機株式会社の省エネ型ヒートポンプは、これからの環境に優しい未来を支えるキーテクノロジーとして注目されています。


会社情報
- 会社名
- 木村化工機株式会社
- 住所
- 兵庫県尼崎市杭瀬寺島2-1-2
- 電話番号
- 06-6488-2501
トピックス(その他)






【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。