




光を活用した医薬品原材料合成プロセスの革新
医薬品原材料合成プロセスの革新
日本の技術革新がまた一歩進展しました。岩崎電気が光を利用した新しい技術を開発し、医薬品原材料の合成プロセスを根本から変える可能性を秘めています。具体的には、光照射装置と光反応評価装置を開発し、製造プロセスの高効率化と高純度化を目指しています。
RPRシステムの導入
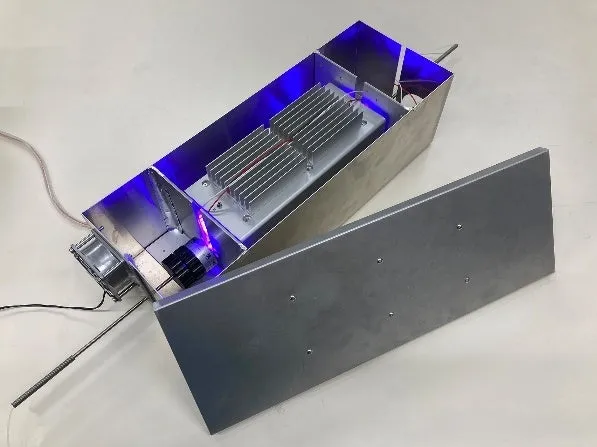
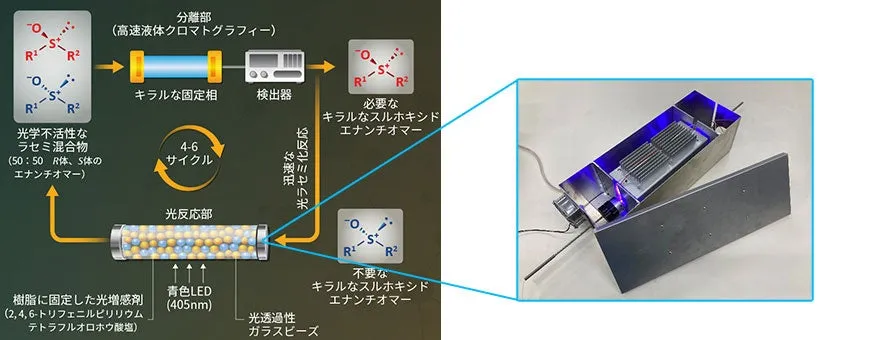
岩崎電気は東京理科大学の協力を得て、リサイクルフォトリアクター(RPR)システムに特化した光照射装置を開発しました。このシステムでは、合成が難しい医薬品原材料を効率的に製造することを目指しています。特に注目すべきは、光異性化反応を利用した製造プロセスの確立です。
ナノメートル単位での精密な光操作により、目的とする化学反応を正確に制御可能となったのです。
光反応評価装置の特徴
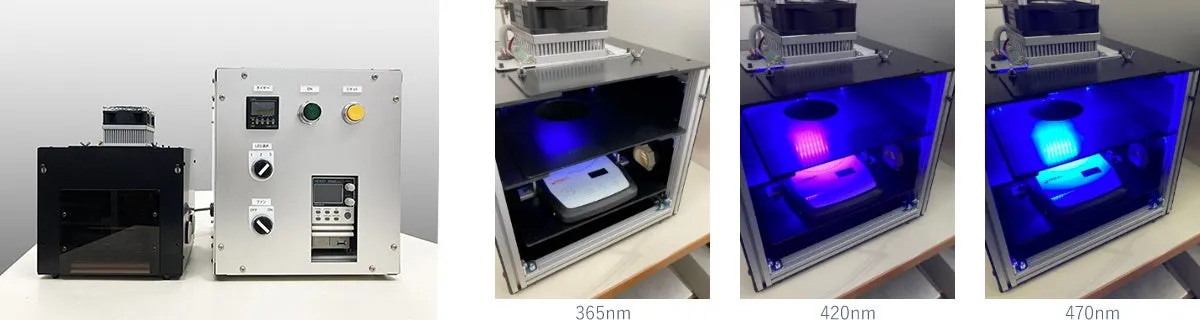
もう一つの革新は、光反応評価装置の開発です。この装置は、光が反応物質に与える作用を詳細に評価するためのもので、波長、照度、照射時間を自在に調整できる点が特徴です。これにより、科学者たちが光の影響をより正確に測定し、有機合成化学の領域での光反応の可能性を最大限に引き出すことが期待されています。
具体的な応用例
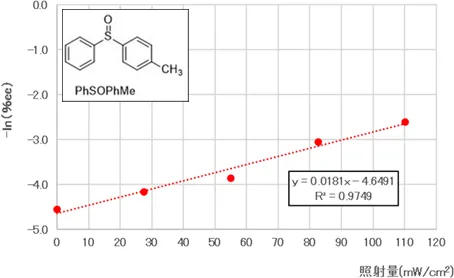
実際に、東京理科大学の高橋研究室では、この評価装置を用いて医薬品原材料スルホキシドのラセミ化反応を評価しました。結果として示されたデータから、光の照射量と光学純度間に明確な相関が認められました。この成果は、今後の生産ラインにおける光照射装置の設計に活用される見込みです。
環境への配慮
岩崎電気は、光の特性を活用した持続可能な製造プロセスを推進しています。これにより、材料ロスを削減し、エネルギー効率の良い製品開発へとつなげていくことが期待されています。さらに、グリーンケミストリーの観点からも、この研究は重要な意義を持つといえます。
未来が見える成果
これらの技術開発は、国際的な学術誌にも取り上げられ、優れた成果として認識されています。この先、光化学反応の新たな応用分野が開かれることでしょう。岩崎電気の研究が引き続き進展することに期待が寄せられています。
このように、岩崎電気の光利用技術は、医薬品産業の未来に大きく貢献する可能性を秘めています。


会社情報
- 会社名
- 岩崎電気株式会社
- 住所
- 東京都中央区東日本橋1-1-7京王東日本橋ビル
- 電話番号
- 03-5846-9010
トピックス(科学)






【記事の利用について】
タイトルと記事文章は、記事のあるページにリンクを張っていただければ、無料で利用できます。
※画像は、利用できませんのでご注意ください。
【リンクついて】
リンクフリーです。